Zydac's stunning Delta Vase model on Thingiverse, which was based on architect Van Shundel Huis' Delta Vass piece. It's a really cool shape, with three angled planes making a "Y" at the base and a triangle at the top:
Settings: Printed on a MakerBot Replicator Mini with .3mm layer height but otherwise default settings. It took a long time, maybe over three hours? However I could print it full size and it is big enough to be a small windowsill planter.
Technical notes, Rhino/Grasshopper flavor: I came across this model while looking for some demo Grasshopper files to use in Rhino, to use in the unlikely event that I have enough free time this summer to learn how to use either of those things. Zydac was kind enough to include the Rhino 3D file and Grasshopper script with their model. Thank you Zydac, I will learn from this sometime in the future, I hope!
UPDATE: kitwallace has now designed a Customizable Delta Vase model with just a few lines of OpenSCAD code. Since it's in the Customizer we can "View Source" to see what he did. The side module takes a hull of four small spheres to make one of the faces of the vase, and the delta_vase module rotates and copies that face to make the vase. The The ground module just snips off the bottom so the model lies flat on the platform.
/* parametric Delta vase inspired by http://www.thingiverse.com/thing:150482 from the original design by Mart van Schijndel generalised to n sides Each side is constructed by hulling spheres positioned at the corners of the plane of the face. Three of the points are straightforward to position but the fourth needs to be placed so that the bottom edge is parallel to the top edge, */
// length of top edge top=40; // length of bottom edge bottom=20; // height of vase height=50; // wall thickness thickness=1; // number of sides nsides=3; module side(angle,top,bottom,height,thickness) { hull() { translate([top,0,height]) sphere(thickness); rotate([0,0,angle]) translate([top,0,height]) sphere(thickness); translate([0,0,0]) sphere(thickness); rotate([0,0,angle+(180-angle)/2]) translate([bottom,0,0]) sphere(thickness); } } module delta_vase(nsides,top,bottom,height,thickness) { assign(angle=360/nsides) for (i = [0:nsides-1]) rotate([0,0,i*angle]) side(angle,top,bottom,height,thickness); } module ground(size=50) { translate([0,0,-size]) cube(2*size,center=true); } $fn=15; difference() { delta_vase(nsides,top,bottom,height,thickness); ground(); }
Today we printed a set of kitwallace's Customizable Gyro Rings from Thingiverse, which he made with some simple, elegant OpenSCAD code after being inspired by Leoparder's Rhino-built Gyro Rotating Rings model. The amazing thing about this gyro is that unlike the one we printed on Day 164, this one has no pegs! The rings are cut from spheres, and the natural curvature of the spheres keeps the model assembled. When the gyro spins it does so from whatever axes it pleases. It's a beautiful and elegant thing:
Every printer has its good and bad points. My trusty MakerBot Replicator 2 is a workhorse; it's fast, quiet, and dependable. However, I've never been able to print successfully over the entire build plate. Near the center is okay, but near the edges things tend to peel up or print badly. I know how to level the platform, and I've even gotten a glass build plate, but prints are still unreliable for me except for the center region, about 150mm across and 80mm front to back - about 120 square centimeters. Since the Replicator 2's build plate is 285mm x 153mm - over 430 square centimeters, that's less than 28% of the build plate area. You can imagine my trepidation about the well-named Replicator Mini's 100mm x 100mm build plate. If I was only able to print on 28% of that area, I'd be stuck printing things within a 53mm-square area. Here's how the Mini's build plate compares with the Replicator 2's build plate:
The Mini also has its good and bad points. Compared to the Replicator 2 it is currently louder and slower (although I'm told that this should improve with software and firmware updates). But in the plus column, you can actually print to the edge of the build platform! This makes the Mini not so "mini" after all. Here's the Mini printing sixteenPenny Traps at the same time, at the moment we paused to insert the pennies:
And here are the completed Penny Traps:
Of course the print took forever, but if you set this up before dinnertime and tend to stay up late, then you should be able to put the pennies in right before bed and let the print finish overnight. Teachers, take note: If you've got a class of 32 students then you can make enough 3D-printed objects for all of them in just two nights!
Tinkercad is a fantastic way to get started with 3D modeling, but when you're ready to move to the next level I suggest learning OpenSCAD. OpenSCAD is a free and easy-to-learn programming language built specifically to produce models for 3D printing. Unlike more difficult programs like Maya and Blender, OpenSCAD is not concerned with creating 3D models that are pretty to look at on-screen; OpenSCAD focuses solely on making CAD models that you can output for 3D printing and actually making in real life. Here's what the OpenSCAD version of our Penny Traps look like; notice they are more beveled and slightly fancier-looking. Also it is simple to make our design parametrizable so that we can easily create traps for other larger or smaller coins (see the Customizable Coin Traps).
At this point you may be thinking that you don't know how to write computer programs. You're wrong; you do. OpenSCAD is very easy to learn and you can start simply. I'll walk you though a simple example that will build up to our penny trap model.
Step 1. Install OpenSCAD and learn to type, move, compile, and export.
You can download OpenSCAD for free at www.openscad.org. Once you install the software, open up a new window and type
sphere(20);
into the text window. Press F5 and a sphere with radius 20mm will appear in the graphics window. I recommend selecting View/Show Axes from the top menu so that you don't get lost. Here is what this will look like:
So easy! To move around in the graphics window, use the left mouse button to rotate, the right mouse button to shift the view, and scroll to zoom in or out.
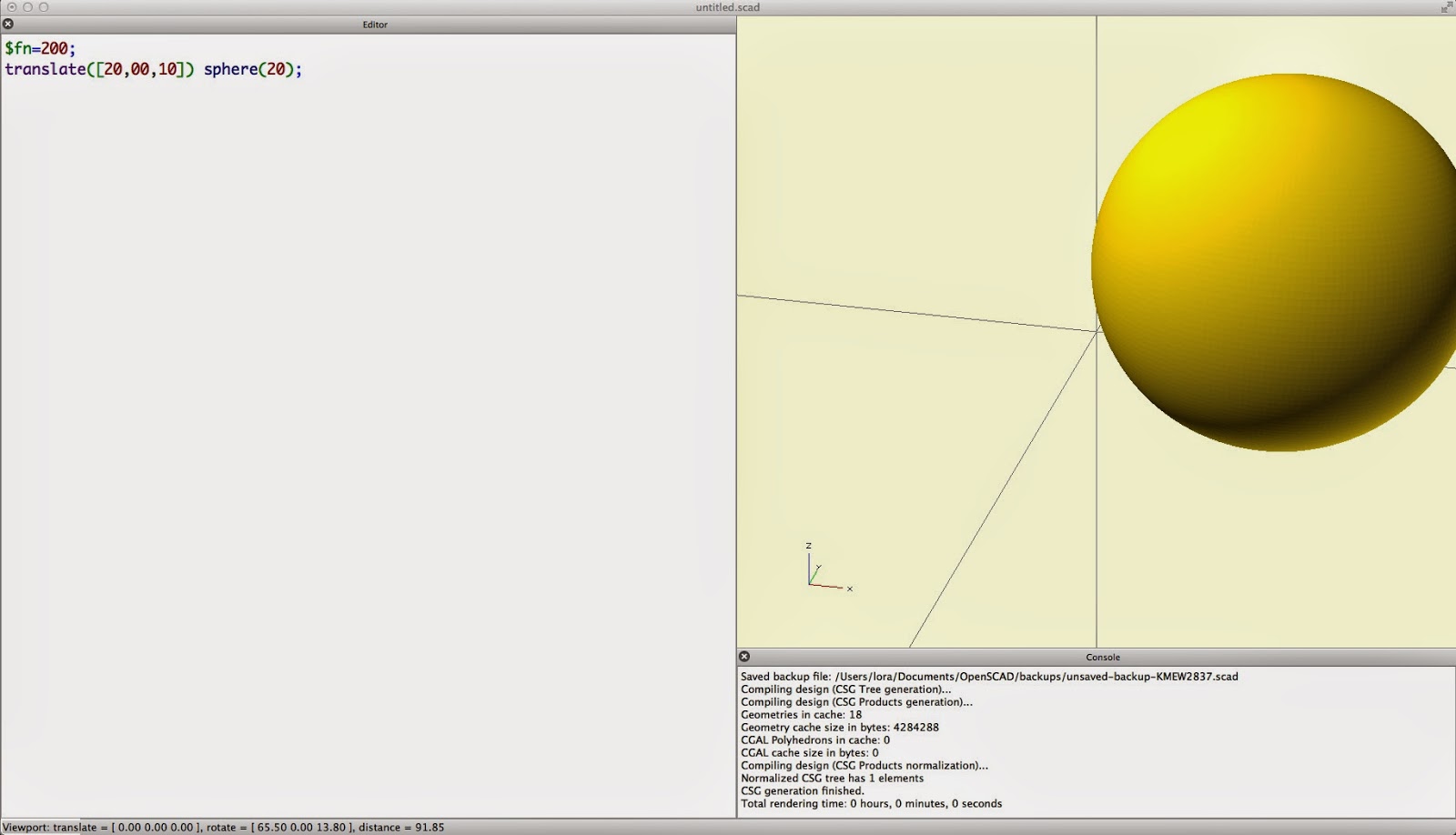
If you want to make a nicer sphere you can change the facet resolution, that is, raise or lower the number of polygons used to make up your object. You can also translate the sphere. The code syntax is pretty obvious and you can learn everything you need to know with the online documentation for OpenSCAD. For example, you could type this:
$fn=200;
translate([20,00,10]) sphere(20);
Then your F5 output would be a more finely-constructed sphere, shifted over 20mm and up 10mm:
To export for 3D printing, just hit F6 instead of F5. Once it finishes compiling (which can take a while if you've set your resolution too high, so watch out), use File/Export/Export as STL to export the file.
Step 2: Set up some size parameters.
We'll need to use the diameter of a penny in this model, but we might as well make that a variable so that we can easily resize our model for larger and smaller coins later. Also notice to avoid RADIUS IS NOT DIAMETER confusion we'll define them both:
d = 19.05;// diameter of penny
r = d/2; // radius of penny
Step 3: Make a rounded box.
We'll do this by making eight small spheres (1/5 the radius of the penny), translating them around to the eight corners of a box that is a sized for the penny (a little more than 4/5 the radius of the penny), and then taking their convex hull with the OpenSCAD hull module. We're making this more complicated than necessary right now, with all these variables; however this will help us keep everything parametrizable for resizing later.
Step 4: Chunk your code into modules.
In OpenSCAD, a module is like a little sub-program. Splitting up your code into modules helps keep things organized and readable. Let's convert the rounded-cube code above into a module and a "render" that calls the module and makes the object. We'll also put our rounded-cube-specific variables into the module:
The parentheses in box_hull(); are where we would pass an argument to the box_hull code, if one were needed. Our box_hull module does not take any arguments, although it does use the global radius parameter r.
Step 5: Make three cylindrical holes.
The module cylinder_holes below makes four cylinders, each with radius equal to 70% of the radius of the coin, so that the coin cannot fall out of the holes. We made the cylinders a little longer than the box so that they would cut out clean holes. OpenSCAD does not like it when two objects share the same faces, so we we are making the cylinders longer so as to not have faces that coincide with the faces of the rounded cube object. Each cylinder is translated to be centered and then rotated so that the three cylinders lie in mutually perpendicular directions. The "#" in front of the cylinders is only for this demo; it makes the cylinders red so that we can see them even after they are removed. Finally, in the "render" section we use difference to remove the cylinders from the rounded cube.
Step 6: Are we done yet?
To test if we are done yet, we'll make a penny-sized cylinder (note that the thickness of a penny is 1.52mm). Looking closely at where the penny meets the trap, we see that there isn't enough room; the penny intersects the trap. So we have to add something...
Step 7: Make a spherical hole for the penny.
Actually I guess technically we're going to take away something, not add something. Specifically, we'll make a sphere just larger than the penny with a sphere_hole module and then remove it from the trap object. Notice that in the difference command, anything we add after the second line is also removed from the object on the first line.
Step 8. Make it pretty.
The edges of the cylinder holes are a little sharp, and a quick and easy way to bevel them is to remove some well-placed spheres to cut off the edges. Below we added a new cylinder_bevels module that places six spheres centered slightly outward from the faces of the trap, as shown below. Note that we've added cylinder_bevels to the list of things to be removed from box_hull in the difference command, and preceded that line by a "#" so we can see the spheres.
Step 9. We're done!
After removing our test objects and "#" tags, we can press F6 to do an export-ready compile of the object. Notice in the Console window that this process took 16 seconds. It also reports various numerical information about the vertices, edges, and faces of the mesh of the object. To export for printing, use File/Export/Export as STL.
Here is the full, final OpenSCAD code for the Penny Trap model:
// mathgrrl penny trap walkthrough //////////////////////////////////////////////////////////// // parameters ////////////////////////////////////////////// $fn = 24;// facet resolution d = 19.05;// diameter of penny r = d/2; // radius of penny //////////////////////////////////////////////////////////// // render ////////////////////////////////////////////////// difference(){ box_hull(); cylinder_holes(); sphere_hole(); cylinder_bevels(); } //////////////////////////////////////////////////////////// // testing (comment out before compiling) ////////////////// //#translate([0,0,-1.52/2]) cylinder(1.52,r,r); //////////////////////////////////////////////////////////// // module for beveling the side holes ////////////////////// module cylinder_bevels(){ b =.8*r; // radius of bevel sphere v =1.35*r; // distance for placing bevel sphere translate([v,0,0]) sphere(b); translate([0,v,0]) sphere(b); translate([0,0,v]) sphere(b); translate([-v,0,0]) sphere(b); translate([0,-v,0]) sphere(b); translate([0,0,-v]) sphere(b); } //////////////////////////////////////////////////////////// // module for the center hole ////////////////////////////// module sphere_hole(){ sphere(r+1); } //////////////////////////////////////////////////////////// // module for cylindrical hole shapes ////////////////////// module cylinder_holes(){ h=.7*r; // radius of cylinder holes rotate([0,0,0]) translate([0,0,-(r+5)]) cylinder(d+10,h,h); rotate([90,0,0]) translate([0,0,-(r+5)]) cylinder(d+10,h,h); rotate([0,90,0]) translate([0,0,-(r+5)]) cylinder(d+10,h,h); } //////////////////////////////////////////////////////////// // module for rounded cube shape /////////////////////////// module box_hull(){ s = .2*r; // radius of small corner spheres c = .8*r+1;// distance to centers of corner spheres hull(){ translate([c,c,c]) sphere(s); translate([-c,c,c]) sphere(s); translate([c,-c,c]) sphere(s); translate([c,c,-c]) sphere(s); translate([-c,-c,c]) sphere(s); translate([-c,c,-c]) sphere(s); translate([c,-c,-c]) sphere(s); translate([-c,-c,-c]) sphere(s); } }
To wrap up our Penny Trap series, here is a YouTube video from Kanal von aquauit showing a coin trap printing and enclosing the coin along the way:
On Day 307 we printed a Penny Trap. Printing the model is easy, but how do you make it in the first place? That is, how do you make a 3D design file for a Penny Trap that your printer can slice up and print? Today we'll design a simple model of a Penny Trap using the easy-to-use but surprisingly versatile design program Tinkercad. The model is a little simpler than the one we used on Day 307, with less beveling and finishing:
Using Tinkercad is FREE and you can run the software online in your web browser at www.tinkercad.com without downloading anything. The Tinkercad website has a series of short and simple Lessons that you can use to learn how to navigate, place objects, and make basic models. There are also plenty of videos and PDFs online to help you get started, or to use in a classroom setting as a reference or as pre-homework. Sign up for a free account, open a new blank design, and follow along as we make a Penny Trap step-by-step from scratch. We'll talk through each step very carefully so this walk-through can be used for absolute beginners. Along the way we'll learn how to place Geometric Shapes and Holes, use Community Shape Scripts, and Align and Group objects in Tinkercad.
Step 1: Make a penny.
Measure it yourself with calipers or check Wikipedia: A United States penny has diameter 19.05mm and thickness 1.52mm. We'll start by making a 3D model of the penny so that we can make sure our Penny Trap is sized correctly to hold it. In Tinkercad, select a Cylinder from the right column menu of Geometric Shapes and place the cylinder onto the Workplane. Then select the Ruler tool from the Helpers menu in the right column, and place it anywhere on your Workplane. The Ruler will make it so that every object you click has displayed dimensions that you can edit by typing. Click on the cylinder you placed earlier, and change the diameter and thickness dimensions to 19.05mm and 1.52mm, respectively.
If you want to be all fancy you can decorate this cylinder by downloading pictures of the front and back of a penny, doing a bitmap trace, saving in .svg format with Inkscape, and then importing into Tinkercad (see Day 109). Or you can just go to the public Tinkercad site for the Penny Trap design, copy the penny, and paste it into your design!
Step 2: Make a rounded cube.
We could build a rounded cube by starting with a cube and beveling off the edges, but that's tricky in Tinkercad. Luckily, many people in the Tinkercad community have contributed shape scripts that can be used to quickly build interesting objects, and one user, Tony, has contributed a Rounded Cube model that will be handy here. From the Community menu on the right, click through the different pages of available designs until you find the Rounded Cube. Select this object and place it on the Workplane. With a shape script object it is best to change dimensions from the object's special Inspector menu instead of from the Workplane, so click on the Width, Height, and Depth values and change them each to 21mm - just larger than our penny diameter of 19.05mm. Then select a value for Corner Radius that appeals to you. Larger values will make rounder corners; we chose 2mm.
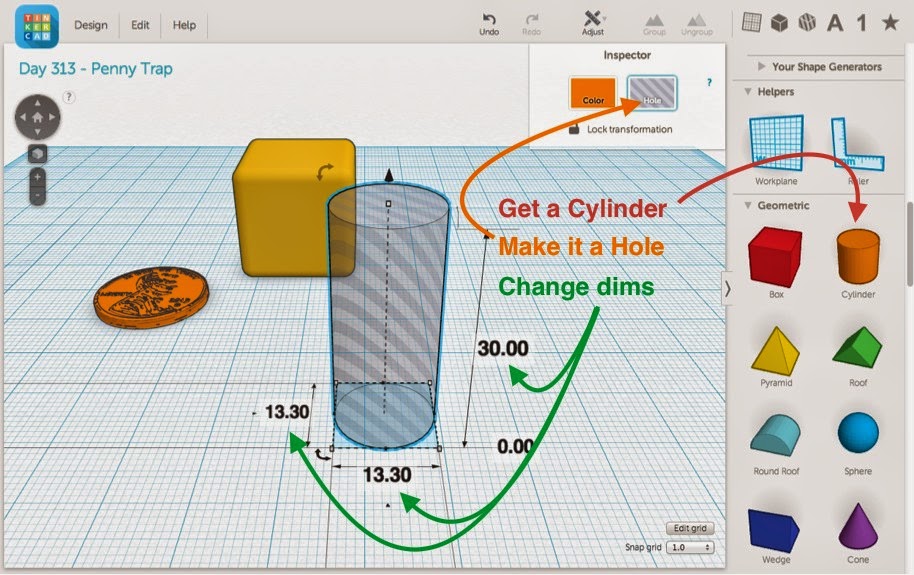
Step 3: Make a cylindrical window hole.
To make the windows through which we'll be able to see the trapped penny, we'll put three perpendicular cylindrical holes through the cube. Obviously each cylindrical hole has to have a smaller diameter than the penny, and they also have to be small enough for the cube to have sturdy side legs. Place a cylinder, make it a transparent "hole" with the aptly-named Hole button, and resize it to a diameter of 13.3mm and height of 30mm.
Step 4. Align and group three perpendicular window holes.
Now use Command-C and Command-V (or Control-C and Control-V if you're on a Windows keyboard) to make two more copies of the cylindrical window shape. If you click on one of the cylinders you will see three small arc arrows around the shape. Click on an arc arrow while holding down Shift and you will be able to drag-rotate the shape in increments of 45 degrees. Rotate two of the cylinder holes so that the three holes each point in different orthogonal directions. Then select all three cylinders (either by shift-clicking in sequence or by drag-selecting), click on the Adjust menu, and choose Align. While the Align tool is active you can click on the small alignment dots shown in the picture below to center the three cylinders with each other in all three directions. Finally, press the Group button to make one object out of your three centered cylinders.
Step 5. Align, group, and test.
Select the grouped cylinder window object and the rounded cube object and go to Adjust/Align to center the objects in all three directions. Press the Group button to merge the objects. We now have a box with holes through it! To test if the penny fits well in this trap, select the box-with-holes and the penny and Adjust/Align to center in all three directions. You'll see that the penny doesn't have enough room yet, so move the penny back off to the side.
Step 6. Make a sphere hole for the penny.
Place a Sphere on the Workplane, make it a Hole, and size it to be larger than the penny. We chose to make a sphere hole with a 20.5mm diameter. Then select both the sphere and the cube-with-holes, activate Adjust/Align, and press all three centering dots. Group the two objects together.
Step 7. Save your design as an STL file.
Delete the penny from your model, since we don't want to print that part. (You can do an "undo" after saving your file if you want the penny back afterwards.) Under the Design menu, choose Download for 3D Printing, and on the pop-up window select the file type STL. After it downloads you'll have to close the popup window yourself. You now have a model that is ready to print!
Step 8. Print!
Now you can print your Penny Trap on whatever 3D printer you have, pausing a little over halfway through to insert a penny. On the MakerBot Mini you should actually pause the print (it's hard to reach around the extruder assembly), but on the Replicator 2, Afinia H-Series, and some other printers you can sneak the penny in with a pair of long tongs or pliers while the print is in progress. We printed this model using .2mm/Standard layer height with raft but no supports, and increased the infill to 20% to get some "extra bits" to print inside the side legs of the model, as shown in the picture below. The extra infill helps to shore up any break lines at the height where the print was paused. Doubling the infill in this particular model only increased the print time by one minute, for a total print time of 27 minutes.
Next time: Designing the same thing from the ground up in OpenSCAD...
If your design is a solid hockey-puck bracelet shape and you print it with 0% infill, no roof, and no floor, then the raft will still print as a solid disk that uses more filament than the bracelet itself.
If you try to print a bracelet without a raft on the Mini, then you will have some pink spaghetti.
If your design is a solid hockey-puck shape with a smaller hockey-puck shape removed, then the mesh of the removed shape has to match up with the mesh of the large shape, if you want to try to print something thin.
If your design is a thin extruded curve to be used as a bracelet, don't make it too thin; the printer will try to make it as thin as you designed it.
Layer height and nozzle width are not the same thing.
Don't be cheap and make the raft super small, or the bracelet will rip when you take it off the raft.
The cosine of 0 is 1, but the sine of 0 is 0 and will kill everything.
If you use linear_extrude in OpenScad with too many slices, then the model won't slice well and will have strange artifacts when it prints.
Today we had a hankering for some knots, and wanted to try building something big on the Mini. We chose fredhohman's trumpety Trefoil knot model from Thingiverse. Fred Hohman is a student at the University of Georgia who studies fibered knots with Dr. David Gay. This print is at the maximum possible scale that can be printed on the Mini; it's 120mm (nearly five inches) long:
Settings: Printed on a MakerBot Replicator Mini with 4 shells and no infill, with raft and support. It didn't come out perfectly because that sort of setting does not include support on the inside/non-infill part of the model, so the print was full of gaps along the top-facing surfaces:
Next time I'll print this with standard solid settings instead of trying to be fancy. If I ever find the time to learn how to use Blender or Maya, I'll try to use them to surface-ify this model and make it a shell in a smarter way that can involve proper supports. If anyone reading this knows how to do that, please tell me about it in the comments or send me email.
Technical notes, math and Mathematica flavor: Fred Hohman will be guest-posting later this summer to tell us about the mathematics behind his fibered knot, and how he created it using Mathematica. According to his Thingiverse site he used RegionPlot3D, which looks like a promising method for other future mathy prints!
Today (July 2) I gave two public lectures about mathematics and 3D printing at MoMath, the National Museum of Mathematics, as part of their Math Encounters series. I brought along my Replicator 2 for a 3D-printing demonstration, but an hour before I had to leave for the talk, I hit a snag. In our old place in Virginia, I kept my filament on a shelf and fed it into the printer from there. Now I was in NYC, with everything I owned in the world packed up into a seemly endless collection of boxes - and no spool holder. I needed to print a spool holder in one hour! Let's use this as an excuse to show how to use Thingiverse and Tinkercad to easily remix existing designs. Here's what I did in this particular case:
Search on Thingiverse for "replicator filament spool", to find spencers's Filament Spool Holder design.
Download the design and open in MakerWare/Desktop. A print Preview showed that this design takes more than an hour to print, so we needed to remix somehow for time.
This particular file was only available on Thingiverse as a .thing file (I think these are now called .makerbot files?), which is only readable to MakerWare/Desktop. However with File/Save from the main menu at the very top of the screen you can choose to save the file as an STL, so that other programs can read the file.
Open up a new design in Tinkercad and use Import to load in spencer's design.
In this case the remix was extremely simple: we just added a cylindrical "hole" shape (see the picture below) and then grouped that shape with the original object to make it shorter.
In Tinkercad, use Design/Download for 3D Printing and save the new object as an STL file. A print Preview showed this shorter version would take just under an hour.
Now load the remixed file into Makerware/Desktop and print! We printed it, left it on the build plate, and put the machine into its travel box with the extruder still hot. Definitely the most stressful print I've done so far!
Here is the spool holder in action at the talk. It's in the back of the Replicator 2 in the foreground, which is printing the knot 10_125 (see Day 11) that is pictured on the big screen. More importantly, this is a picture of Jenny Lawton, the President of MakerBot Industries, who gave some remarks at the event!
During the talk we all constructed Level 0 Menger cubes out of business cards, to kick off the Level 3 Menger cube build at MoMath this October that will be part of the MegaMenger Level 4 build worldwide. Here's everyone at Math Encounters holding up their Level 0 cubes:
If you're interested in being a part of the giant worldwide MegaMenger build either as a volunteer or a contributor of business cards for the project, you can record your interest at megamenger.com. Help us a set a record for the world's largest business-card Menger cube!
July 1 was our first day in our new Brooklyn digs, so to celebrate we have made MrCainScience's Brooklyn Green Roof Design on Thingiverse. He made this model with Tinkercad, and was kind enough to post a link so that other people can copy and tinker with the model themselves. Tinkercad is a free online in-browser CAD program that is extremely simple and intuitive to use. We've had workshops in the 3-SPACE classroom where we taught twenty 8-year-olds how to use Tinkercad at the same time in less than an hour. Tinkercad also has online Lessons for learning how to use the basic controls and various modeling methods. We took MrCainScience's model and made a larger hole in the top so we could use it as a planter for some wheat grass that is now on our windowsill overlooking some Actual Brownstones:
Settings: Printed on a MakerBot Replicator Mini using Standard/default settings with Layer Height increased to .3mm, with Raft but no Support. This is our new favorite "standard" setting for the Mini. We printed the model at 80% so that it would fit on the build platform. The print took a long time but in the end it came out quite nicely.
Today* we move out of our house in Virginia, and I say goodbye (for now) to James Madison University. I'll be on leave for at least the next year while I am the Mathematician-in-Residence at MoMath, the National Museum of Mathematics. As a goodbye (for now) present to JMU, today I'm publicly posting the design for the infamous "JMU cube" business card holder that we've printed so many times in the JMU 3-SPACE classroom and the JMU MakerLab in Math/Stat.
If you want to create other JMU-shaped objects then you can also download 3D-printable verions of the official JMU font-logo, or the individual letters J, M, and U in that font. Add them to your favorite 3D model to make a JMU-flavored remix!
Settings: The cube and the letters print well with layer height .3mm/low on both the MakerBot Replicators and the Afinia H-Series Printers.
Design notes, Illustrator/Tinkercad flavor: The logo and letters for this design were based on the official JMU letter mark. We loaded the official image into Adobe Illustrator and extracted outlines of the logo letters. We also made a backwards-leaning "J" to use in the cube model. The modified letters were then extruded in Tinkercad, and each letter was grouped in various ways with other letters as “holes” to make the final design. That makes it sound kind of easy, but this model went through four different revisions, with each revision taking 1-2 hours of design time. You can open the model in Tinkercad and repeatedly un-group the model to see how it was put together. The cube was originally going to mimic the Godel, Escher, Bach cover design, but the "J" and "U" matched up so nicely across from each other that we went with that instead.
* Footnote: "Today" of course meaning June 30, which I am pretending it is right now while I am writing this post from the future. In the future future nobody will care that I am writing this past post from the past future. Present-people please bear with my procrastination-fueled time wrangling so that the blog will make sense to future-me.
This is the sixth in a series of posts about getting started from scratch with 3D printing. Our posts so far have focused on the mechanics of printing a simple model with various types of settings on the MakerBot Replicator Mini:
Day 303 - Rotating, scaling, previewing, and printing a simple octopus model
Day 304 - Adjusting layer height and infill to save time and money
Day 305 - Creating a custom slicing profile to adjust raft and floor
Day 306 - Using scaling and custom slicing to remix a model for a new purpose
Today we'll print a model that is particularly good for a first-day print in a 3D-printing class: a Penny Trap. Halfway through printing you Pause the printer and insert a penny into the model. Students love doing this, and it's a fun model for them to take home and show off to their friends and family after class.
The Penny Trap a great example of the difference between the additive nature of 3D printing (where a form is built up from nothing) and the subtractive nature of other manufacturing methods (where forms are cut out of existing blocks of material). With subtractive manufacturing it would not be possible to construct this model, because the penny cannot be inserted through the holes. However, with additive manufacturing we can add the penny during the print, forever trapping it inside!
Going further: If you want to make traps for different coins, you can find models sized for many major currencies, or even customize your own, with the Customizable Coin Trap model on Thingiverse.
Today, one last print of Cute Octopus Says Hello. We used yesterday's "MyLow cheap 2-shell nFyR yRnS" slicing profile so the model would print as a shell with no base, and resized first to 50% as before, and then to 40% after that, to make tiny cute octopus eraser protectors:
For those of you keeping track of time and money, this print takes 7 minutes and uses .74 grams of filament, including the raft. In filament cost that's just under 6 cents if you're using Small spools, and just under 4 cents if you're using Large spools.
Bonus math question: If you decrease the size of a model to 50% scale, and then decrease the size of that model to 40% scale, how much was the combined percentage decrease? Is is 90% maybe? Or 200%? Try to guess before you read on.
Okay, here's the math: Each scaling changes the linear dimensions of the model. Suppose the model starts out with length L in the x-axis direction. Then changing to 50% scale changes that length to 0.5*L. And changing that model to 40% scale changes the length to 0.4*(0.5*L). Since the product of 0.4 and 0.5 is 0.20, this means that the final model is at 20% scale when compared to the original.
For example, if your original model were 50mm across, then the 50% scale model would be 25mm across, and the 40% scale model of that would be 10mm across (note each 10% of the 25mm model is 2.5mm so 40% is 4*2.5=10mm, so that makes sense). Doing the scaling all at once, a 20% scale model of a 50mm object would be 10mm across (again, each 10% of 50mm is 5mm, so 20% is 2*5=10mm, so that makes sense too).
Want to check your answer without algebra or arithmetic? Do it graphically, by scaling both ways with the octopus model! We get the same tiny eraser-protecting octopus if we scale to 50% and then 40% as we do if we scale all at once to 20%:
Next time: Back to easy again, with a good first print for a classroom setting.
This is the fourth post in our series of getting started with 3D printing using the Replicator Mini. Last time we figured out how to print a hollow version of Cute Octopus Says Hello by setting Infill to 0%. This made an octopus model that was enclosed with a hollow center. We'd prefer to print an octopus shell with no base, but there are no settings in the Advanced Options that allow us to remove that base.
With goal in mind, today we'll see what happens if we try to mess with the MakerWare/Desktop slicing profile. If you enjoy having things go wrong and failing, then you're going to love doing this. Sometimes a miracle happens and you find just the right combination of settings to do wonderful things, but most of the time it is a journey of sadness and defeat. Let's go!
Step 1: Create a Profile.
From the Settings menu, press the "Create Profile..." button. A new window will pop up.
Step 2: Choose a Template.
Your custom profile will be a modification of a default template, and you have to choose which template to start with. There is only ONE template that you can choose from the selection list if you are working with a Mini, and it is this one:
I learned the hard way that the other profiles will not work with the Mini. This is one of those times when you have to walk the line. Be obedient and choose the "MakerBot PLA Standard for Replicator Mini" profile. (Note to MakerBot developers: Please make a Mini profile for .3mm/low when you can!)
Step 3: Give your Profile a name.
Make it a descriptive name, if you are planning on making a lot of these. I also recommend taking notes on what you change from the template from each profile. Or, if you don't mind crazy names then you can encode those notes into your Profile name, as I did below.
Step 4: Edit your profile.
Here is a situation where something that caused me and my entire lab a week of confusion and delay can be your good fortune. Or at least a warning to not repeat our mistake.
DO NOT EDIT TWO PROFILES AT THE SAME TIME.
We used to do that so that we could copy lines of code from one Profile into another. However it turns out that each Profile opens in a mysteriously named "miracle.json" file, and that having two of them open at once will cause one to save on top of the other! This practice caused all of our Profiles, including the default templates, to contain crazy bits of code that were intended for other Profiles. So don't do that. Edit only one Profile at a time. Okay now you can click on "Edit Profile". You'll see something that looks like this:
Don't panic. We are only going to change a few lines. I'll list them along with the code I chose for them in the Profile name:
"MyLow" - I like to print at .3mm layer height, but there is currently no "Low" default Profile that works with the Mini, so this is my hack to get .3mm out of the .2mm/Standard default Mini Profile. Find the lines of code for layerHeightMinimum, layerHeightMaximum, and layerHeight, and change them to:
"cheap" - Filament is money, and for many prints the raft uses as much filament as the model itself. Changing the line below will decrease the number of millimeters that the raft extends past the base of the model from 4mm to 2mm, thereby minimizing the size of the raft. It's a little harder to get the model off the raft with such a small outside border, but it's okay for simple prints.
"raftOutset": 2,
"2-shell" - This will print two shells of filament around each layer of the print. I tried printing the octopus with just one shell and the top of the octopus came out partially open, so two shells it is. This is actually the default value so we don't have to change anything on that line. However, you do have to set the infill to 0% or you'll get two shells around a solid object, which isn't what we want. We were able to set this in the regular Advanced Options yesterday, but when you use a custom Profile you can't use those Options, so we have to set it in the Profile code:
"numberOfShells": 2, "infillDensity": 0.0,
"nFyR" - This is my code for "no floor, yes roof". The floor is the base of the octopus that we are trying to remove today. The roof would be the top layer. I wasn't sure whether or not the top of the octopus head counted as a roof or as the shells of the sides, so I kept the roof at the default 0.8 thickness just in case. The floor gets set to 0:
"floorThickness": 0.0, "roofThickness": 0.8,
"yRnS" - This is my code for "yes raft, no support". When printing on the blue tape on the Mini platform, a raft keeps the first layer of your print from moving around; without it, the first layer has trouble adhering to the platform. Perhaps more importantly, the raft builds a level surface to print from, and since the Mini has auto-nozzle-height calibration but does not have a way to level the platform so that it sits perfectly horizontally, this raft is essential. Perhaps even more importantly, I'm not sure that the Mini's default Profile works correctly if you turn off the raft. So for now we will keep the default setting and leave the raft on. We'll keep supports off since this model doesn't need supports for overhangs (we'll talk about this later). This is also the default. Even though we aren't changing anything I'll list the relevant lines of code:
"doRaft": true, "doSupport": false,
So really after all that we just changed five lines of code. If you're interested in reading more about what each line in the slicing Profile does, check out the MakerWare/Desktop slicing Profile settings webpage.
Step 5. Save and close your Profile.
Now save the text document you have been modifying, and close it. Do not forget to close it or you may run into the type of problem I mentioned in Step 4.
Step 6. Select your Profile and Print!
Whenever you want to use your custom Profile, you can now select it from the drop-down menu. Select your profile, click "Save Settings", and print your object to see what happens.
So what did all this work get us? Two things: First, we now have an octopus model that is a hollow shell, open at the base. This means that we can put things inside the octopus, like a replaceable LED to make a little octopus nightlight:
The second thing that our custom Profile got us is time and money. Here's the table of time and filament costs from yesterday, with a new row for today's print added at the bottom.
With the "MyLow cheap 2-shell nFyR yRnS" Profile we got our time down to 21 minutes and our filament down to 4.34 grams. That's almost twice as fast as our first print, and instead of 57 cents per octopus, we're down to:
In addition, we can now print 52 octopuses per Small spool instead of just 31. If we buy filament in the Large spools instead of the more expensive Small spools, we can get this down to:
That's just over half of the cost of our first octopus print! It may seem silly to worry about a difference of twenty-five cents, but if you have to print in bulk for a classroom or event, or if you want to print something larger than a little octopus, then the time and money savings won't seem so silly anymore.
Next time: Making the octopus cuter and giving him a purpose.
Yesterday we printed the Cute Octopus Says Hello model from Thingiverse as a first job for the MakerBot Replicator Mini. For that first print, we did everything the easy way; but you can't get easy, fast, and cheap all at the same time. According to the Preview estimate it took 40 minutes to print our 50% scale octopus, and just over 7 grams of filament. Today we'll try to optimize that print to save time and money. Yesterday's print is on the left, and today's is on the right. Can you guess what we are going to do?
Using MakerBot-brand filament on the Mini-sized spools is a good way to start when you first get your machine, but it's expensive. A half-pound "Small" spool of regular filament costs 18 dollars, while a two-pound "Large" spool of the same filament is just 48 dollars (compare this with 4x18 = $72 if you bought those two pounds with four half-pound spools). Using the fact that half a pound is 227 grams, we can compute the cost of yesterday's octopus:
If we wanted to, we could use a Small spool of filament to print just over 31 octopuses (227 divided by 7.18). If we were using a Large spool of filament then this octopus would instead only cost 38 cents, but a Large spool doesn't fit in the back of the Mini. More on this another day. For now, it's not so bad to pay half a buck to get a cool octopus. I mean seriously we just 3D-printed an octopus!
Still, let's see how we can improve this by increasing the layer height, which is the amount by which the build platform moves down for each layer of the print, and the height of the tiny layers of plastic that you will see on the finished model. Increasing the layer height will decrease the print time of a model, because the printer will have to print fewer layers. The Mini is optimized for .2mm layer height, and for models with fine detail, hinges, or specific clearances you should stick with this default. Otherwise, I print almost everything in .3mm layer height because it is not only faster, but usually also stronger. Welcome to Level 2: Tinkering.
Step 1. Load, place, and size the model.
Load up the octopus, rotate and scale to 50% like we did yesterday.
Step 2. Advanced!
Click on the Advanced Options button and then immediately find the button for "Use Defaults" and press it. Why? Because some joker probably messed with these Advanced Options, and whatever settings were used for the last print are going to still be around. Yes, you are that joker. I know you haven't messed with the options yet, but you're about to. Future-you would be wise to press this button every time, if past-you ever messes with these settings.
Step 3. Increase Layer Height to save time.
At the bottom of the "Advanced Options", increase the Layer Height to 0.30 mm.
This one step of increasing the Layer Height to .3mm will cut print time of the octopus from 40 minutes down to 29 minutes!
However, the .3mm print uses about the same amount of plastic as the .2mm print - in fact, it uses a little bit more, up to 7.77 grams from our original 7.18 grams, according to the Preview. To cut down the materials cost we can decrease the amount of infill. The default infill percentage is 10%, and it's the hexagonal infill that causes the stripes that you see in the leftmost model in the photo at the top of this post. It turns out that for the cute octopus model we can actually remove all of the infill material, because there are no drastic overhangs in the design. Most models are not simple enough to survive 0% infill, but for this particular model it is okay. The printer will be able to print this particular model as a hollow shell. More on overhangs later. For now let's just print a hollow octopus.
Step 4. Decrease Infill to save money.
From the same menu, decrease the Infill to 0%.
This cuts our filament cost down to 5.51 grams per cute octopus! That might not seem like much of a difference for this model, but the Mini can actually print some fairly large models. If this were a full-size octopus then the infill reduction could make a sizable difference.
Here is a table of the time and filament costs for the 50% scale cute octopus (based on the data from the Print window, not from real-life measurements), with different infill and layer height values.
The undersides of the three octopuses from yesterday's picture are shown below. Today's print was the one in the middle; it's hollow but it does have a base. Tomorrow we'll level-up to Pro and get that base layer off!
.JPG)
.JPG)

.JPG)
.JPG)
.JPG)








.JPG)








.JPG)
.JPG)
.JPG)



.JPG)


.JPG)







.JPG)

.JPG)





{kind=link}
{kind=link}